
N° 264 Source : bibliothèque de l’école des Mines de Paris
le document a été mis en pages par nos soins et est téléchargeable sur notre base “bibliographie”
Mémoire sur le moulage de la fonte à l’usine d’Osne le Val (Haute-Marne), suivi d’une notice sur une modification récente apportée au traitement du minerai de fer dans les hauts-fourneaux
Par Alphonse Mengy, élève ingénieur des Mines
Campagne de 1840
Vu par M. Cordier ingénieur général
Vu par M. Leplay ingénieur en chef
Vu par M. Elie de Beaumont ingénieur en chef
Introduction
Si ce mémoire n’a pas été remis plus tôt, ce n’est pas ma faute. Je désire donner quelques explications au Conseil des Mines sur les motifs de ce retard, et je le prie en même temps de m’excuser si mon mémoire est si incomplet.
Quand je me suis présenté à Monsieur André dans le courant du mois de septembre 1840 pour lui demander la permission de visiter son usine, Monsieur André me reçut assez froidement et m’adressa au régisseur avec qui je cherchai à lier conversation en lui demandant quelques détails sur la marche du fourneau, sur le moulage de la fonte etc. Mais cet individu ne se contentait pas seulement d’éluder mes questions ; il parlait encore tellement vite qu’il m’était impossible de la comprendre. Je ne sais pas s’il le faisait exprès ou si ce mouvement convulsif de la langue est chez lui une infirmité. Bref, ce même régisseur m’a renvoyé à un commis de bureau avec lequel j’ai parcouru l’usine. Mais en supposant que le commis eut la meilleure volonté du monde, comme il ne savait rien, il ne pouvait rien m’apprendre.
Rentré au bureau, je rédigeai quelques notes et je cherchai pendant longtemps le régisseur pour lui demander un dessin du fourneau. Enfin je le rencontrai, mais à peine lui ai-je fait cette question qu’il me répondit : « Je vous demande bien pardon, je monte en cabriolet, et je serai de retour dans 2 ou 3 heures. » Il ne m’était plus possible alors de douter de sa mauvaise volonté. Il était déjà tard et le village offrait trop peu de ressources pour que je me décidasse à y coucher. Je me hâtai donc de prendre le plus de renseignements possible, soit par moi-même soit près des ouvriers, et je retournai à Joinville. Voici les faits tels qu’ils se sont passés.
De retour à Paris, lorsqu’il s’agit de rédiger mon mémoire je sentis toute l’insuffisance de mes notes, et je résolus d’aller trouver moi-même M. André chez lui rue Ménilmontant n° 12. Je lui remis une série de questions sur une feuille double en le priant de les envoyer au régisseur qui se trouvant sur les lieux serait plus à même d’y répondre que tout autre. M. André me promit de répondre à mes questions, et de m’adresser le résultat à l’Ecole des Mines. En supposant qu’il écrivit au régisseur de l’usine comme je lui en avais exprimé le désir, un intervalle de 8 jours était plus que suffisant pour terminer cette affaire. J’attendis 15 jours et voyant que je ne recevais pas de réponse, je retournai chez M. André qui me dit n’avoir pas eu encore le temps de s’occuper de ma demande ; mais il me promit que je serais bientôt satisfait. J’attendis encore 8 jours. Pas de réponse. Je retournai de nouveau chez M. André qui enfin se décida à répondre lui-même très sèchement à mes questions en se gardant bien toutefois de me donner des détails circonstanciés, de sorte que je me trouvai à peu près aussi embarrassé qu’auparavant. Je n’entrepris donc la rédaction de mon mémoire qu’à la dernière extrémité, en comptant bien sur l’indulgence du Conseil. J’y ai ajouté comme appendice une petite note sur une modification apportée au traitement du minerai de fer dans les hauts-fourneaux. Cette modification est toute nouvelle et ne manque pas d’intérêt.
Mémoire
L’usine d’Osne le Val appartient à M. André. Elle se compose d’un haut-fourneau au charbon de bois où l’on traite les minerais des environs. La fonte est moulée en première fusion et sert à fabriquer divers objets de base tels que statues, panneaux de portes cochères, appuis de croisées etc.
Le but de ce mémoire est de donner des détails sur l’ensemble de l’usine, et surtout de faire connaître les dispositions particulières employées pour le moulage.
Le terrain néocomien du département de la Haute-Marne renferme 2 couches distinctes de minerai de fer dont l’une occupe la partie inférieure de ce terrain et l’autre la partie supérieure. Ces deux minerais ont subi l’action des eaux diluviennes, et leurs débris se sont amoncelés pêle-mêle dans les cavités du terrain jurassique en donnant lieu à un 3e gîte de minerai de fer qui n’est autre chose qu’un mélange des deux précédents et qui porte le nom de mine de roche parce qu’on l’exploite entre des roches calcaires. Le premier de ces minerais se trouve en plaquettes géodiques accompagnées de minerai en oolithes miliaires (on l’appellera minette en Lorraine NDLR). On l’appelle mine demi roche, soit parce qu’il a moins de consistance à cause du minerai oolithique qui l’accompagne que le minerai remanié, soit parce qu’il n’est que voisin des roches calcaires au milieu desquelles se trouve ce dernier. Quant au minerai qui fait partie de l’assise supérieure du terrain néocomien, c’est un minerai en oolithes miliaires disséminées dans une couche d’argile dont la puissance varie de 1,20 m à 1,60 m.
On traite au Haut-Fourneau d’Osne-le-Val la mine de roche préférablement aux autres, parce qu’elle est exploitée sur toutes les hauteurs qui environnent l’usine et que d’ailleurs elle peut être fondue seule sans mélange d’autres minerais avec une simple addition de castine. Cependant, on fond aussi dans le Haut-Fourneaux la mine dite demi roche que l’on tire du minerai de Chatonrupt à peu de distance de l’usine. Ce dernier minerai contenant une forte proportion de sable silicieux ne pourrait être fondu seul dans le haut-fourneau ; mais les gîtes de mine de roche s’épuisant de jour en jour et leur disposition géologique s’opposant à ce qu’ils se prolongent à travers les roches calcaires à la manière des filons, il faudra tôt ou tard recourir au minerai en plaquettes géodiques auquel on sera obligé d’ajouter du minerai oolithique qu’il faudra aller chercher plus loin encore.
La mine de roche et la mine demi roche sont toutes deux bocardées et lavées. La première est plus riche que l’autre ; elle rend 50 % tandis que la seconde ne rend que 1/4 environ. On conçoit en effet que le minerai remanié a dû être soumis à une sorte de lavage par les eaux diluviennes qui ont trituré les parties terreuses et sablonneuses accompagnant les gîtes en place et les ont transportées au loin.
Voici la composition du minerai du Chatonrupt :
Oxyde de fer 0,6800
Phosphate rouge et manganèse 0,0280
Carbonate de chaux 0,0520
acier phosphorique 0,0022
alumine soluble 0,0160
argile et sable 0,0660
eau 0,1480
0,9922
Le minerai oolithique est composé comme il suit :
Oxyde de fer 0,6300
Phosphate rouge et manganèse 0,1400
carbonate de chaux 0,0200
acier phosphorique 0,0034
alumine soluble 0,0340
argile et sable 0,1280
eau 0,1640
0,9934
Quant au minerai remanié, je n’en ai pas fait l’analyse, mais il doit avoir une composition moyenne entre celle des deux précédents. La castine est une marne qu’on exploite dans la partie moyenne du terrain néocomien. Elle est transportée à l’usine qui se trouve à une distance de 4 km environ des carrières.
Les dimensions du Haut-Fourneau sont les suivantes :
Hauteur totale 10 m
Hauteur de l’ouvrage 1,00
Hauteur des étalages 3,00
Reste de la cuve 5,50
Diamètre au ventre 4,30
Diamètre au gueulard 0,80
Longueur du creuset et avant creuset 1,00
Largeur à la hauteur de la tuyère 0,40
Hauteur de la tuyère au-dessus du fond 0,50
La chemise intérieure est construite en briques réfractaires. La sole, le creuset et l’ouvrage sont en sable. Le haut-fourneau n’a qu’une seule tuyère. Le diamètre de la buse qui termine le portevent est de 0,068 m. La machine soufflante est à double effet. Elle est mue par une machine à vapeur, l’eau étant trop rare pour qu’on puisse toujours compter sur la roue hydraulique. Il y a deux machines à vapeur : la première, qui correspond à la roue hydraulique et pour laquelle on consomme 1200 k de houille par 24 heures, est à haute pression et a une force de 8 chevaux. La seconde que l’on essaie de chauffer avec les flammes perdues du gueulard, est à basse pression avec condenseur, sa force est de 12 chevaux. Je ne connais point la quantité d’air lancée par la buse dans l’unité de temps.
Emploi des flammes perdues
Quand j’ai visité l’usine d’Osne-le-Val, la chaleur du gueulard n’était employée qu’à chauffer une machine à vapeur. On se proposait de les utiliser bientôt pour le chauffage de l’air. Le gaz combustible du gueulard s’échappe par l’espace vide qui se trouve entre les parois de la cuve et une espèce de chapeau percé dont les bords s’appuient sur le gueulard et par lequel on introduit les charges. Les gaz passent dans les tuyaux de fonte qui les conduisent à leur destination.
Marche du fourneau
Une charge se compose ainsi qu’il suit : 11 baches de minerai (1 bache = 1 décalitre), 1 bache de castine, 1 bache de fin charbon et 5 rasses de charbon (la rasse valant 75 litres). Voici l’ordre dans lequel on dispose les diverses matières : on commence par charger les 5 rasses de charbon qu’on recouvre d’une bache de fin charbon. Ensuite on introduit la castine et enfin le minerai. On fait 42 à 43 charges en 24 heures. Autrefois on travaillait à l’embrasure opposée à celle de la lympe et on coulait de l’autre côté ; mais on a reconnu le vice de cette disposition, et on a bouché cette embrasure par une maçonnerie en brique. En effet, dans la première disposition, on était obligé d’arrêter le fourneau pendant la coulée, tandis que maintenant l’opération de la coulée se fait sans interruption. On coule 2 fois par 24 heures. Chaque coulée produit 2000 à 2250 k. Les minerais rendent de 40 à 42 %. La durée d’un fondage est de 1 an à 13 mois. Les postes d’ouvriers se relaient de 6 en 6 heures. Il y a toujours un maître fondeur au bas du fourneau et un maître chargeur en haut. Chacun d’eux a son aide. La fonte est une assez belle fonte grise à grains fins et très propre au moulage.
L’allure du fourneau est généralement chaude. Cependant il arrive quelquefois des chutes de mine qui produisent un refroidissement dans le fourneau et donnent de la fonte blanche et du laitier verdâtre très chargé d’oxyde de fer. C’est sans doute pour ce motif qu’on a résolu d’établir un appareil à air chaud. Il arrive très rarement, dit-on, que les laitiers soient très visqueux, et qu’on soit obligé d’employer des ringards pour le sortir du fourneau. Les laitiers sont ordinairement fluides et s’écoulent sans difficulté. L’indice d’une bonne allure est un laitier qui présente un aspect gris violacé.
Dispositions relatives au bas du fourneau
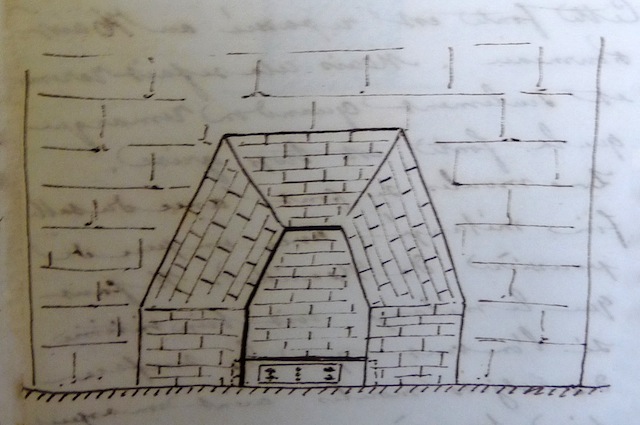
Le haut-fourneau d’Osne-le-Val travaillant spécialement pour le moulage en première fusion, le bas du fourneau doit présenter des dispositions particulières. On n’emploie pas de creuset puisard, et le moulage de la fonte s’exécute immédiatement après la coulée. Voici comment le bas du fourneau est disposé. La partie antérieure du creuset est fermée par une plaque de fonte ABCD qui est percée d’une ouverture rectangulaire i et qui est engagée dans le massif par ses deux côtes BC et AD. Cette plaque est enduite intérieurement d’une couche de sable réfractaire pour la préserver de l’action de la chaleur. L’ouverture i est recouverte par une seconde plaque de fonte plus petite que la première et qui je représente par abcd. Elle est percée en son milieu de 3 ouvertures circulaires de 15 lignes de diamètre. Les 3 ouvertures par lesquelles s’opère la coulée sont bouchées par des tampons d’argile. La plaque de fonte ABCD porte des anneaux dans lesquels s’engagent des clavettes qui maintiennent solidement la plaque abcd contre la première. Ainsi l’élévation de la lympe serait représentée comme l’indique la figure ci-contre.
Quand l’heure de la coulée est arrivée, on pique le devant du creuset avec un ringard pointu et on débouche ainsi successivement les 3 trous de coulée en commençant par l’ouverture supérieure. Un ouvrier se tient prêt à boucher chaque ouverture au moment où le laitier apparaît. Alors on débouche le trou inférieur et ainsi de suite. La fonte est recueillie dans des poches qui servent à la porter dans les moules. Il y a beaucoup de mouleurs qui se servent des poches contenant 25 k de fonte. Voilà pourquoi les trous de coulée sont si petits. Les petites pièces se coulent avec la petite poche. Les pièces plus considérables se coulent avec de grandes poches manœuvrées par des grues et qui peuvent contenir jusqu’à 3000 kg de fonte. Une coulée dure une heure. Quand la coulée est terminée, on nettoie la mortaise i et on la rebouche avec du sable.
Pendant la coulée, il tombe toujours un peu de fonte sur le sol de l’atelier, et il y a aussi des morceaux de fonte qui proviennent des conduites servant à mettre l’intérieur des moules en communication avec l’extérieur. Cette fonte est repassée au haut-fourneau. Mais cela se fait rarement et seulement quand on remarque que la fonte est trop grise.
Les moules se font avec du sable fin mélangé avec un peu de poussière de houille. Il faut que le mélange soit bien intime si l’on veut que les surfaces des objets moulés aient un aspect bien homogène, sans taches blanchâtres. Quand le moule est fait on le saupoudre de charbon, et on réapplique le modèle sur le moule afin de donner à la poudre de charbon la forme de ce modèle. Cette opération a pour but de rendre la surface de l’objet bien nette, bien polie et de faire en sorte que la fonte ne soit pas adhérente au moule et s’en détache facilement. Les principaux objets qu’on moule à l’usine d’Osne-le-Val sont toute espèce d’objets de base : des candélabres, des appuis de croisées, des frises, des panneaux de portes cochères, des balcons.

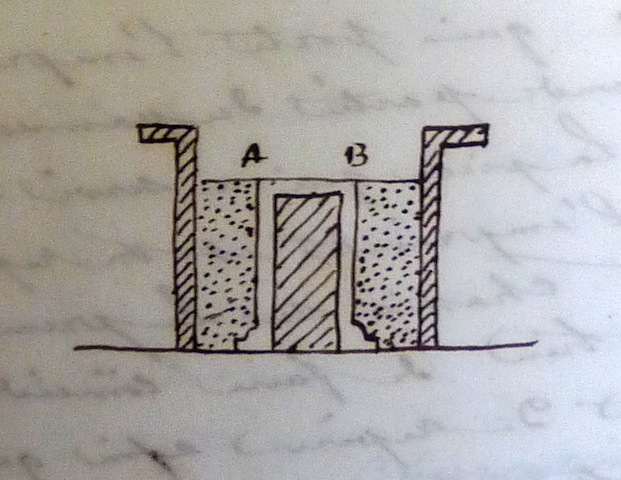
J’ai vu construire le moule d’une chaudron cylindrique. Voici comment on opère. Supposons que la surface extérieure du chaudron soit ABCD. On a une pièce en bois qui a exactement cette forme. Cette pièce est placée dans un châssis formé de plaque de fonte et qui vu en plan présente à peu près la disposition que j’indique ici à la marge. On tasse du sable entre les parois du chassis et la pièce de bois de manière à ce que la surface du sable coïncide avec le plan AB du fond du charbon. Cela fait, on enlève le châssis qui se trouve recouvert intérieurement d’une couche de sable portant l’empreinte de la surface extérieure du chaudron, et ensuite on remplace la pièce ABCD par un cylindre en argile ayant exactement la forme de la cavité intérieure du chaudron. Enfin on replace le châssis avec précaution de manière à ce qu’il enveloppe le noyau et qu’il reste entre le sable du châssis et le noyau, un espace vide dont la forme sera précisément celle du chaudron. Alors l’ensemble du moule présentera la coupe que j’indique à la marge ; et il est clair que pour couler le chaudron il suffira de verser la fonte dans ce moule jusqu’o ce que le niveau du bain atteigne le plan AB.
J’ai vu construire aussi le moule d’un panneau. Un panneau est un cas particulier des formes générales qui jouissent de la propriété suivante, savoir : qu’on y peut tracer une courbe continue qui partage la surface en deux parties telles que chaque portion puisse être moulée dans le sable sans que le moule qui doit conserver l’empreinte soit arraché en aucun endroit lorsqu’on viendra à enlever la pièce. Je donnerai à la courbe dont il vient d’être question le nom de courbe de moulage. Or pour qu’une surface jouisse de cette propriété, il est évident qu’il faut et il suffit qu’il y ait une direction parallèlement à laquelle une droite menée par un point quelconque de la surface ne coupe cette surface qu’en un point ; et cette direction sera celle suivant laquelle on enlèvera le moule. Le moulage d’un panneau ou d’une surface quelconque telle que celle qui vient d’être définie se fait au moyen de deux châssis. Pour cela, on commence par prendre l’empreinte d’une portion de la surface limitée par la courbe du moulage. Dans un premier châssis sur ce châssis on en place un second dans lequel on tasse du sable sur le premier modèle. One enlève ensuite ce châssis qui porte l’empreinte de la seconde pièce qui a servi à donner l’empreinte et on replace le second châssis sur le premier en observant bien de faire coïncider les points de repaires afin que les 2 empreintes se correspondent parfaitement. Quant aux pièces les plus compliquées comme statues, candélabres, etc, il est plus difficile de construire leurs moules et on ne peut y parvenir qu’au moyen de pièces dites pièces de rapport. Supposons par exemple que l’on ait à mouler une statue de fonte dont l’intérieur serait vide. On commencera par choisir sur la surface du modèle une courbe de moulage et on prendra l’empreinte de la portion de surface située d’un côté de cette courbe, dans un premier châssis. Cela fait, on recouvrira tout le reste du modèle de pièces de rapport. Le nombre de ces pièces est ordinairement assez considérable car il faut que chacune d’elles puisse se retirer sans se briser. La surface extérieure de l’ensemble de ces pièces de rapport doit être celle qu’on puisse prendre leur empreinte dans un second châssis qu’on place sur le premier et dans lequel on tasse du sable. Cela fait, on enlève ce châssis, on détache toutes les pièces de rapport et on les replace sur le second châssis dans les cavités qui leur correspondent respectivement. Le modèle est enlevé et il en reste plus qu’à construire le noyau. On traite le noyau de manière à donner une épaisseur voulue à la fonte. Il est traversé d’armatures qui lui donnent de la consistance et il est soutenu par des points d’appui extrêmes et par des supports intermédiaires. Le noyau étant disposé dans l’un des châssis, on place l’autre châssis sur le premier et on peut alors procéder à la coulée. Les objets moulés sont portés dans les ateliers d’ébarbeur, de rapeur, de ciseleur, etc.
Les produits de l’usine d’Osne-le-Val étant pour la plupart d’une extrême délicatesse, il est évident que pour que les produits puissent supporter les transports sans se briser il est essentiel d’obtenir dans le haut-fourneau une fonte de moulage qui ait beaucoup de ténacité.
Il convient donc d’améliorer les procédés de fabrication de manière à obtenir les meilleurs résultats par le traitement des minerais qui sont exploités aux environs de cette usine. Ces minerais renferment une certaine quantité d’acide phosphorique et on sait que le phosphore diminue beaucoup la ténacité de la fonte. Il faut donc faire en sorte que la teneur en phosphore de la fonte soit la moindre possible. Or la chaux tend à enlever non seulement le soufre mais encore le phosphore que renferment les minerais de fer en donnant lieu à du phosphate de chaux qui passe dans les laitiers. Il y avait donc avantage, à mon avis, à introduire dans le fourneau la plus forte proportion de chaux qu’il puisse admettre sans que les laitiers cessent d’être bien fusibles.
Cependant il ne faut pas croire que pour obtenir la meilleure solution du problème, il soit indispensable de chasser la totalité du phosphore de la fonte. Car l’expérience à prouvé que lorsque ce combustible n’entre dans la fonte qu’en faible proportion il la rend plus propre au moulage. Une grande amélioration consisterait aussi dans l’emploi de l’air chaud non seulement à cause de l’économie du combustible mais encore parce qu’il donnerait à la fonte une meilleure qualité. En effet, l’emploi de l’aire chaud tend principalement à augmenter la température dans le creuset. Or on sait que par une allure chaude la fonte se charge d’une proportion moins grande de carbone, et que la plus grande partie de ce carbone s’y trouve à l’état de graphite circonstancier qui rendent la fonte plus propre au moulage. Une assez forte teneur en silicium est aussi le résultat d’une allure chaude. Or, il paraît que le silicium remplace le carbone et que les deux corps se substituent l’un à l’autre pour communiquer aux fontes les mêmes propriétés. Car les fontes fortement chargées de silicium sont plus noires que les autres. De plus, dans une allure chaude, le phosphore joue quelquefois un rôle analogue au silicium, c’est-à-dire qu’il donne à la fonte une propriété fusible et lui permet de se mouler parfaitement bien. Quant au manganèse, il entre en trop faible proportion dans les minerais pour qu’on ait à craindre son influence nuisible.
Notice sur une modification apportée au traitement des minerais de fer dans les hauts-fourneaux (Haute-Marne)
J’ai rencontré à Joinville M. Corbin, ancien maître de forge de la Haute-Marne, qui m’a beaucoup parlé de la modification qu’il avait apportée au traitement du minerai de fer dans les hauts-fourneaux et des résultats immenses qu’il en avait obtenus.
Il m’avait appris vaguement que cette modification consistait à lancer par la tuyère de la poussière de charbon en même temps que l’aire atmosphérique, et il prétendait que ce nouveau procédé donnait une grande économie de combustible et un excellent produit. Sachant que le haut-fourneau de Bussy près de Joinville travaillait d’après la nouvelle méthode, je me suis empressé de me rendre à Bussy pour voir fonctionner l’appareil et vérifier moi-même les prodigieux résultats que j’avais recueillis de la bouche de M. Corbin. Je vais rapporter tout ce que j’ai été à même de voir, mais avec la plus grande réserve et en me gardant bien de tirer des conséquences positives avant que les faits soient parfaitement constatés. M. Corbin m’a dit qu’il avait fait l’essai en petit de son nouveau procédé avant de l’établir en grand à l’usine de Bussy
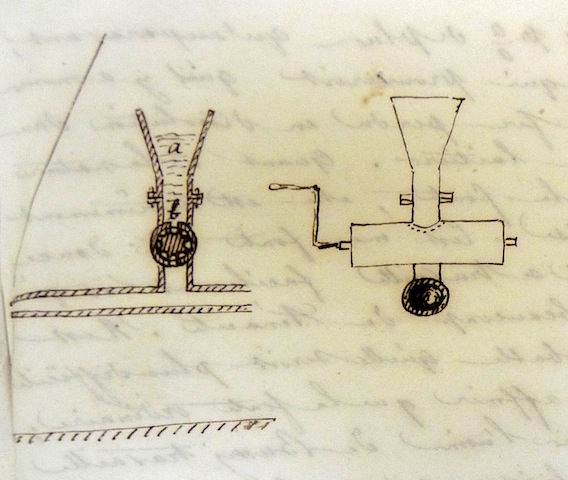 Quand j’ai passé à Bussy, il y avait environ un mois que le fourneau marchait d’après la nouvelle méthode. On a jugé convenable d’expérimenter sur un fourneau dégradé, à la fin d’une campagne. Le haut-fourneau dont il s’agit a 30 P de hauteur. Il marche à l’air chaud. Décrivons d’abord l’appareil qui constitue la modification essentielle apportée par M. Corbin. Cet appareil est très simple. Il consiste en un petit cylindre cannelé horizontal tournant à frottement dans un manchon percé de deux ouvertures, l’une supérieure et l’autre inférieure et diamétralement apposée à la première. Ce cylindre a environ 5 pouces de diamètre, et il est surmonté d’un tuyau formant entonnoir que l’on entretient constamment rempli de poussière de charbon. (Il y a dans l’usine une meule qui sert à broyer le charbon et à le réduire en poussière fine). L’appareil est placé dans l’embrasure de la tuyère à 1 mètre environ de l’œil. C’était un ouvrier qui faisait tourner le cylindre au moyen d’une manivelle ; mais on devait bientôt établir une communication de mouvement du moteur de l’appareil. La figure ci-jointe peut donner une idée de l’ensemble du système. Le jeu de l’appareil s’explique de lui-même. Le poussier de charbon qui remplit l’espace a s’écoule par l’ouverture b du manchon et remplit successivement toutes les cannelures du cylindre tournant. Les cannelures passant devant l’ouverture inférieure du manchon abandonnent le poussier qui se trouve entraîné par le courant d’air chaud. On m’a dit que l’appareil fournissait un pied cube de charbon par heure. On travaille à tuyère fermée. La buse est enveloppée d’un tuyau en fer qui glisse à frottement sur elle et qu’on peut faire mouvoir à l’aide d’une crémaillère. On n’entend pas de bruit comme lorsque la tuyère est ouverte.
Quand j’ai passé à Bussy, il y avait environ un mois que le fourneau marchait d’après la nouvelle méthode. On a jugé convenable d’expérimenter sur un fourneau dégradé, à la fin d’une campagne. Le haut-fourneau dont il s’agit a 30 P de hauteur. Il marche à l’air chaud. Décrivons d’abord l’appareil qui constitue la modification essentielle apportée par M. Corbin. Cet appareil est très simple. Il consiste en un petit cylindre cannelé horizontal tournant à frottement dans un manchon percé de deux ouvertures, l’une supérieure et l’autre inférieure et diamétralement apposée à la première. Ce cylindre a environ 5 pouces de diamètre, et il est surmonté d’un tuyau formant entonnoir que l’on entretient constamment rempli de poussière de charbon. (Il y a dans l’usine une meule qui sert à broyer le charbon et à le réduire en poussière fine). L’appareil est placé dans l’embrasure de la tuyère à 1 mètre environ de l’œil. C’était un ouvrier qui faisait tourner le cylindre au moyen d’une manivelle ; mais on devait bientôt établir une communication de mouvement du moteur de l’appareil. La figure ci-jointe peut donner une idée de l’ensemble du système. Le jeu de l’appareil s’explique de lui-même. Le poussier de charbon qui remplit l’espace a s’écoule par l’ouverture b du manchon et remplit successivement toutes les cannelures du cylindre tournant. Les cannelures passant devant l’ouverture inférieure du manchon abandonnent le poussier qui se trouve entraîné par le courant d’air chaud. On m’a dit que l’appareil fournissait un pied cube de charbon par heure. On travaille à tuyère fermée. La buse est enveloppée d’un tuyau en fer qui glisse à frottement sur elle et qu’on peut faire mouvoir à l’aide d’une crémaillère. On n’entend pas de bruit comme lorsque la tuyère est ouverte.
On fait 30 à 32 charges en 24 heures. Une charge se compose de 5 rasses de charbon d’environ 3 pieds cubes chaque, c’est-à-dire 15 à 16 P.C. de charbon, plus 12 bâches de mine (bâche = 1/2 P.C.).
Dans la méthode ordinaire, on ne met dans la charge pour la même quantité de charbon que 8 ou 9 bâches de minerai.
Le produit journalier est de 4000 K de fonte, c’est-à-dire qu’on obtient 1000 K de plus qu’avant l’établissement de nouveau procédé. Quant à la durée d’un fondage, il est probable qu’elle sera moins longue que par le passé. Cependant il faut attendre l’expérience. Enfin il m’a été dit que le minerai rendait 4 % de plus qu’auparavant, ce qui prouverait qu’il y a moins de fer perdu en dissolution dans les laitiers. Quant à la nature de la fonte, elle est extrêmement grise. C’est une fonte très douce qui se travaille facilement et qui a beaucoup de ténacité. Il est probable qu’elle serait plus difficile à affiner que la fonte ordinaire ; mais l’usine de Bussy travaille exclusivement pour le moulage. Si nous résumons les résultats obtenus par la modification dont nous venons de parler, en supposant que ces résultats soient exacts, il y aurait d’une part une grande économie de combustible, et de plus un grand accroissement de produit journalier et une amélioration très notable dans la qualité de la fonte. Les résultats étonnent d’autant plus que c’est dans un appareil usé que l’on expérimente, dans un fourneau qui a de 3 à 4 pieds de largeur à la hauteur de la tuyère, enfin dans un fourneau qu’il faudrait immédiatement mettre hors feu si l’on suivait l’ancien procédé. Car l’ouvrier ayant négligé pendant quelques temps de faire fondre l’appareil, le fourneau a été totalement dérangé, et on n’a obtenu que des coulées blanches. Il y a 2 hauts-fourneaux à Bussy. Le second fourneau était en réparation et on se proposait d’y établir l’appareil de M. Corbin qui est construit de manière à pouvoir fournir un hectolitre de charbon par heure. Pour réduire cette quantité à 1 pied cube dans l’expérience que l’on faisait sur le fourneau dégradé, on a coulé du zinc dans la cannelure pour diminuer leur capacité.

![]()